


Overview
Stainless steel: 304 304L 316 316L 321 2520 310,317, and other materials.
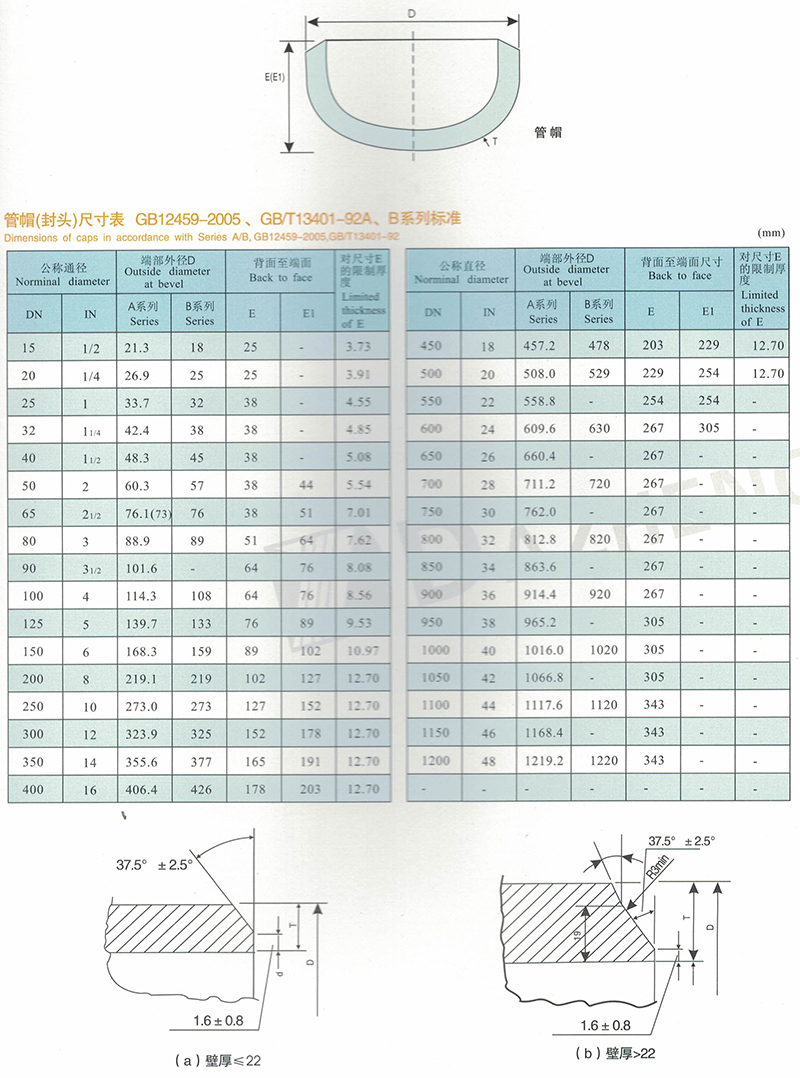
Path: DN15-DN1200
Wall thickness: SCH5-SCH160
Standard: ASME DIN JIS BS GB / T JB SH HG, as follows: GB / T12459-2005, GB / T13401-2005, ASME B16.9, SH3408,
SH3409, HG / T21635, DL / T695, SY / T0510, DIN2617
Uses: water, beverages, beer, food, petrochemical, nuclear power, machinery, medical equipment, fertilizer, shipbuilding, waterproofing, piping, etc.
Packing: wooden box, carton
Diet cap r to avoid splicing, will be thin, high stress.
The weld direction requirements are only radial and circumferential. Larger caps may later cancel this request. The distance between splicing should be greater than 3δ and not less than 100mm (the weld heat affected zone is a high stress zone and the chemical composition in this area will be burned, so to avoid the high stress zone, the area is related to the thickness . According to practical experience, the stress attenuation length is greater than 3δ, and not less than 100mm). But the refrigeration equipment is difficult to achieve this requirement, has its particularity.
After splicing the forming of the head, splicing weld should be 100% ray or ultrasonic testing, qualified level with the equipment shell to go. The final formation of the weld detection level, the proportion of the same with the equipment shell, a high waste.
Example: If the device case is 20% tested, III qualified. The bulkhead splice weld and the final weld are also qualified, the welded joint coefficient is 0.85;
If the equipment shell is 100% tested, II qualified. The bulkhead splice weld and the final weld are also II qualified, with a welded joint factor of 1
So the bulkhead stitching although 100% detection, but the qualified level is not the same, with the equipment shell to go.
But pay attention to the process of manufacturing process:
The correct approach is: cutting (crossed) - small plate into a large plate - forming - non-destructive testing
If not done before the test is wrong, to ensure that after the molding of the product quality. In other words, nondestructive testing refers to the ultimate non-destructive testing.